
プラモデルを嗜んでいると「このパーツ、複数欲しいなぁ......」と思うことがあるはず。
しかし、パーツ1つのためにキットを買うのもお財布に優しくない......。
そんな時に「パーツ複製」の方法を知っておくと役に立ちます。
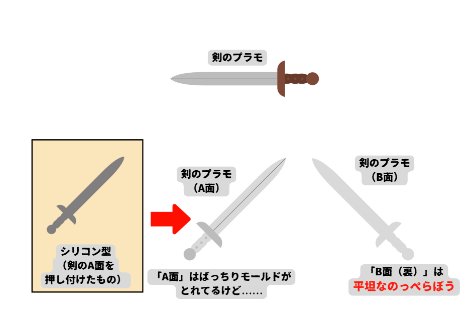
この記事では、手間はかかりますが「パーツの両面」を「高精度」で複製できる「シリコンを使った両面型取り」について紹介いたします。
また「フェイスパーツ」を使って実際の両面型取りの流れも紹介しますので、そちらもぜひ参考にして見てください。
両面型取り とは
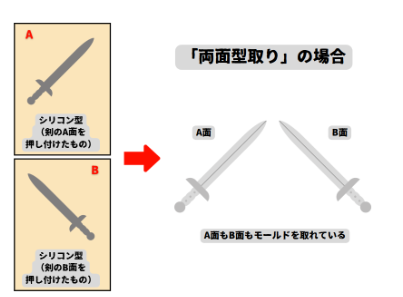
「両面型取り」とはその名の通り
パーツの両面(表裏)、2つ分の型を作る手法
の事です。
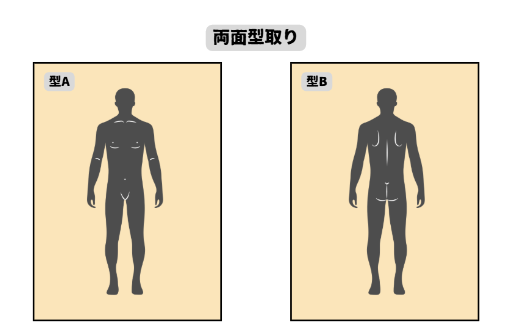
「表」と「裏」で360°しっかり型を取るので「パーツを丸ごと複製したい!」という場合にはピッタリな方法となっています。
必要な道具
「両面型取り」に必要な道具・資材の紹介です。
あくまでも「筆者が行っている方法で必要な道具」の紹介となります。あらかじめご了承ください。
シリコン

「シリコン型取り」なので、もちろん必要なのが「シリコン」です。
筆者は上で張った「ウェーブ・シリコーンゴム」を使っています。
成型材(レジン)

こちらは型に流し込むための「成型材」ですね。
「レジン」を使うことが多いと思いますが、その際は「ノンキシレン」の物を選ぶのがおススメです。
(「キシレン」という毒性の強い成分が入っていないものです)
防毒マスク

例え「ノンキシレンタイプ」のレジンでも、有毒は有毒です。
なので、レジンを使う際は「防毒マスク」を着けて作業しましょう。
油粘土

「シリコン」で型を作る際にパーツを埋め込んで保持する必要があるのですが、それに使います。
また「油粘土」は再利用が効くので、保存のために「サランラップ」や「ジップロック」等も有ると良さげです。
スパチュラ

「粘土をパーツに密着させる」必要が有るので、その際に「スパチュラ類」が有ると、より精密な作業が出来るかと思います。
デザインナイフ

「完成したシリコン型」を加工する際に使います。
「曲刀替え刃」なんかもあると、作業が捗ります。

型

「シリコン」を流し込む時に、漏れないように「型」をしなければなりません。
正直「シリコンが外に流れないようにできる物」なら何でも良いです。
「プラ板」を組んで型にしても良いですし、「レゴブロック」を使って型を組む人もいますね。
自分は「Mr.型取りブロック」を使っているのですが、「ブロック同士のかみ合わせ」が良くないのでおススメしないですw
(もし改良されていたらごめんなさい)
下敷き

「粘土」や「シリコン」で机が汚れないためにも、下敷きが有ると良いでしょう。
「プラ板」があれば、それを適当な大きさに切って敷けばOKです。
計量器

「シリコン」や「成型材(レジン)」を計測するために使います。
小数点以下も計れるものが良いですね。
また、これに容器を乗せて「シリコン」等を注ぐので、汚さないために巻く「サランラップ」が有ると良いでしょう。
紙コップ(容器)

「シリコン」や「成型材」を入れるための物です。
「紙コップ」じゃなくても良いのですが「安価で使い捨て出来るもの」が適しているでしょう。
マドラー的なもの

「シリコン」や「成型材」を混ぜるための「マドラー的な物」が必要です。
「割りばし」で十分でしょう。
離型剤

「両面型」を作る時は「シリコン」同士でくっついてしまわないように「離型剤」でコーティングする必要があります。
型を固定するもの


「成型材」を流す時に、型を固定するために使います。
重要な点
「作業の流れ」を紹介する前なのですが、まず「覚えておきたい重要な点」を説明します。
「作業工程」を知る前にそんな話をされても「???」という感じだと思いますが、頭の片隅にでも入れてもらえれば「各工程の意味」が理解しやすいかと思います。流し読みで大丈夫です。
「湯口」と「空気道」
「両面型取り」の成否を大きく左右する「湯口」と「空気道」という「2つの道」について説明します。
湯口
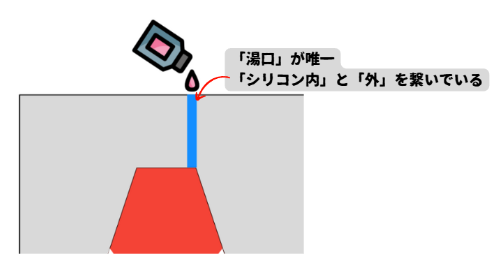
湯口とは「湯(液体)が通る道」のことで、つまり今回だと「成型材(レジン)がシリコン型を通る道」です。
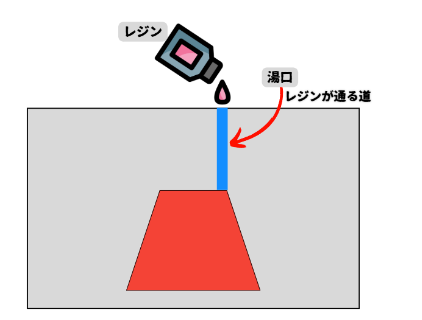
これが無いとレジンが「型の部分」まで届かないので、「両面型」においては必ず用意することとなります。
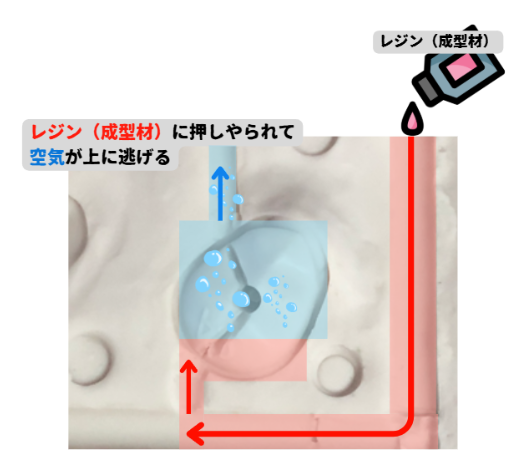
空気道
「空気道」とは「空気が逃げるための道」です。
「シリコン型の内部」は密閉された空間であり唯一の通気口は「湯口」のみになります。
その「湯口」に成型材が入ると、「シリコン内部」に残っていた空気は逃げ場を失い、内部に閉じ込められます。
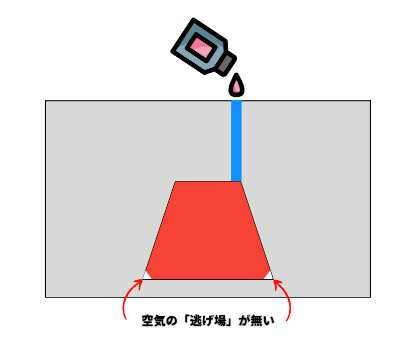
その「逃げ遅れた空気」が残り続けて、まるでチーズの孔のようにパーツを欠けさせてしまいます。
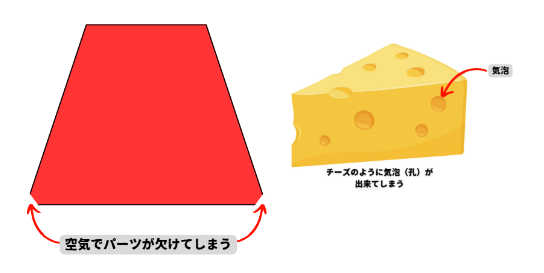


なので「空気が逃げるための空気道」が必要なんですね。
以上が「両面型取り」で必須となる「湯口」と「空気道」の説明でした。
この2つの道を「どこに」「いくつ」配置するかで、型作りの成否が十中八九決まってしまいます。
なので、どんなパーツでも複製できるようになるためには「2つの道の理解」を深めるのが重要です。
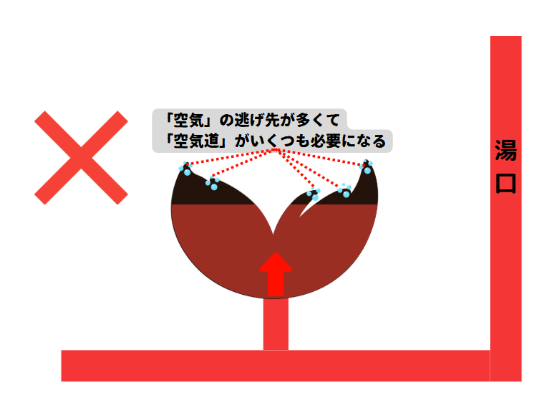
枝分かれしている形は「湯口側」に向けて配置
「髪の毛の毛先」「手の指先」など、「枝分かれしているような形状は湯口側に向けて配置」しましょう。

これは液体(成型材)は型の中を水平に上昇するためです。
「水平に上昇する」ということは「下側は液体(成型材)で充満して、空気が逃げていく」ということです。
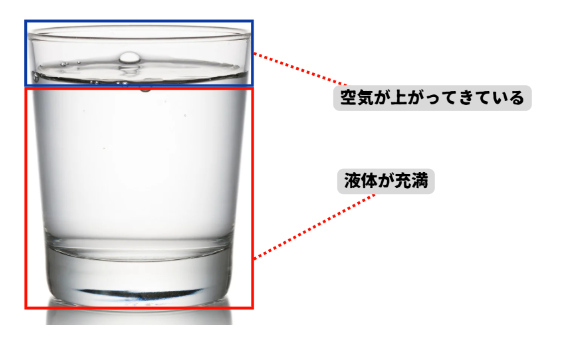
逆に上側は「液体から逃げてきた空気」が「細かい所」に潜り込んでしまい、その部分が上で説明した「穴あきチーズ」のように欠けてしまうのです。
ただし「ただ髪の毛先側を湯口に配置」だと、それはそれで「空気が取り残される可能性」があります。
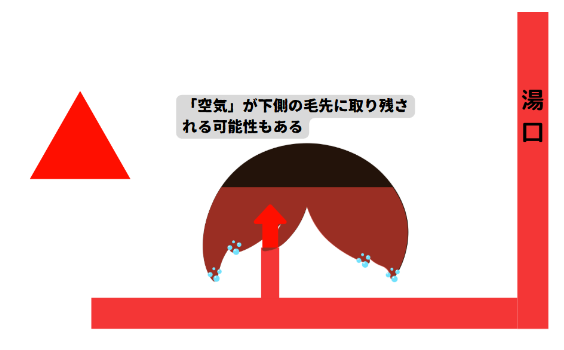
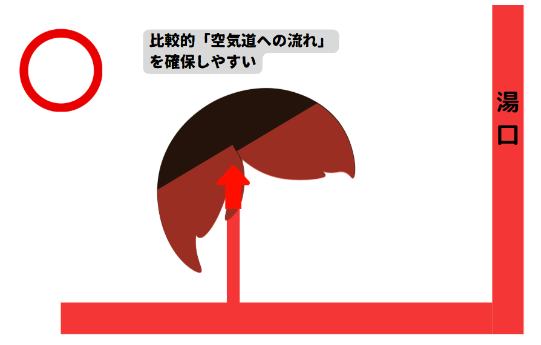
こういう場合は「毛先を湯口側に斜めに配置」するなどして、上手いこと「空気道への流れ」を作ってあげましょう。
「空気道」は「一番高い位置」になるように
すぐ上の項目で説明した通り、液体(成型材)は水平に上昇します。

そうなると、もし「空気の逃げ道(空気道)」より高い場所に「空間」があったら、そこに空気が我先にと逃げ込むのは必然です。
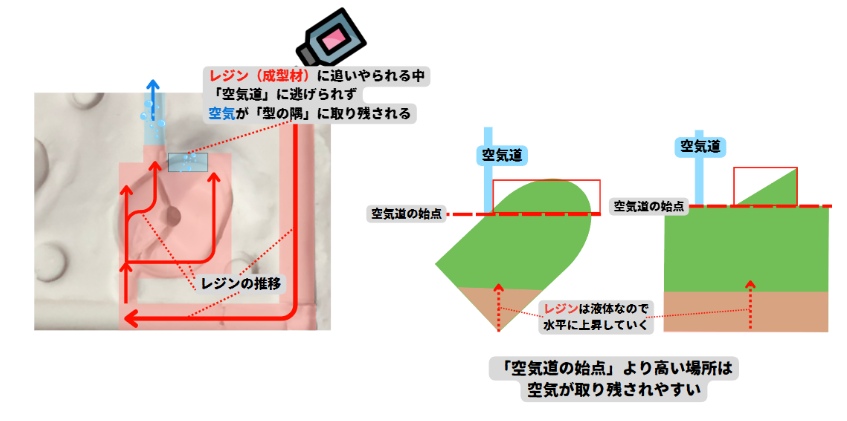
そうならないためにも、出来るだけ「空気道より高い場所」を作らないようにするのが重要です。
「水平」もダメ
「空気道より高い場所があるのは良くない」と書きましたが、「空気道の高さ」と水平になっている場所があるのも良くありません。
これも同じく「空気が逃げ損ねる危険が高いから」です。
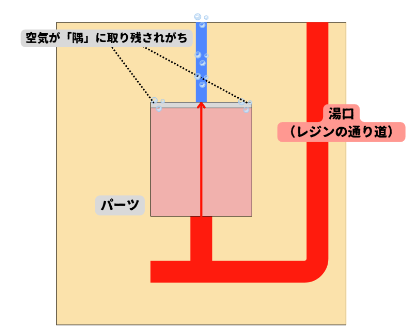
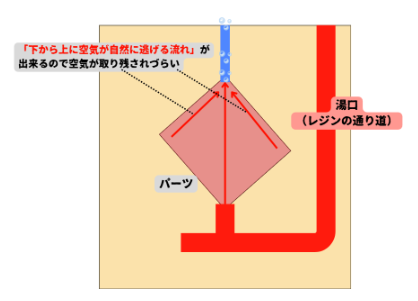
こんな時、例えば「四角いパーツ」はちょっとずらして「斜め」にすることで「空気の通り」が良くなります。
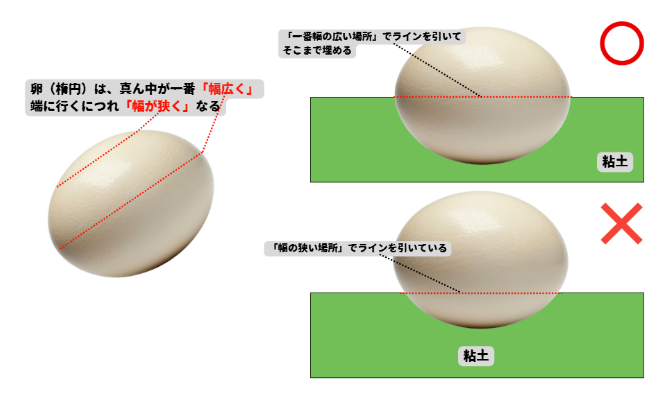
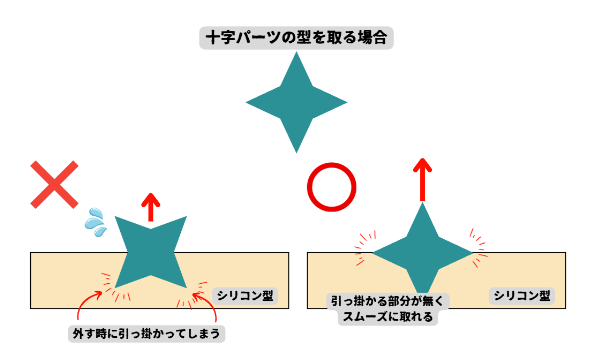
「幅が一番広い場所」まで埋める
シリコン型を作る際にまず「粘土にパーツを埋める」のですが、この時は基本「そのパーツの一番幅が広い場所」まで埋めます。
というのも「型の合わせ目(パーティングライン)」が一番幅広なら型を外す時にひっかかる場所が無いのです。
ここから「卵(楕円)」を例にとって説明します。
卵で一番「幅が広い場所」は真ん中ですので、卵を真ん中まで粘土に埋めます。
そして「シリコン」を流して「両面型」を作り、「レジン」を流して固めたところまで行きました。
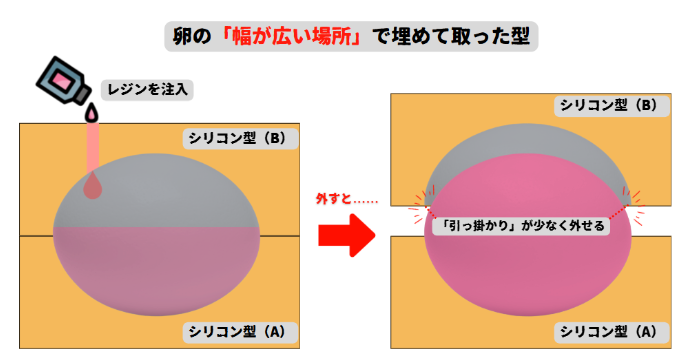
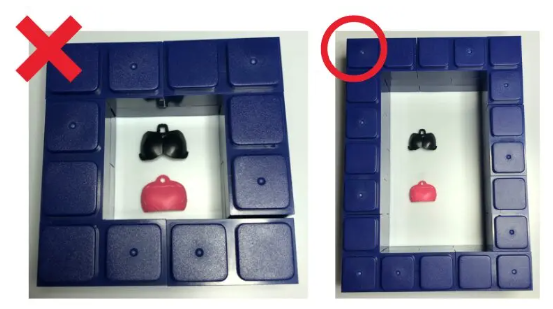
↑の画像の通り、「一番幅が広い場所」が「型の合わせ目」になっているものは「引っかかる場所」が無くて取り外しやすいです。
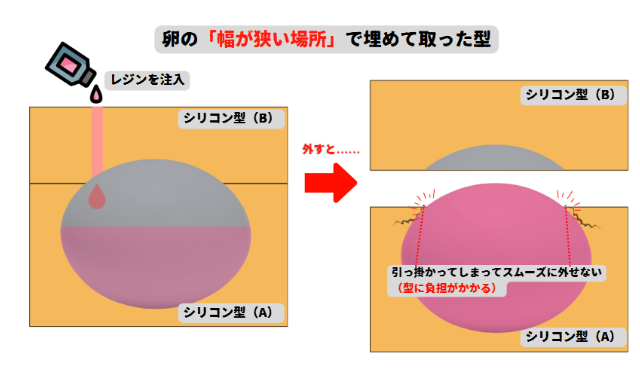
逆に「幅が狭い場所」を「型の合わせ目」にしてしまうと、↓のように外すのが大変で「型の耐久度」に悪影響が出ます。
ただしこれはあくまでも「原則」であって、必ずしも「そうすべき」ということでもありません。
パーツの形状によっては「型の耐久度を犠牲にしてでも、幅が狭い場所で埋める必要」もあるでしょう。
そういった時は、柔軟に「幅が狭い場所」で埋めることも必要になります。
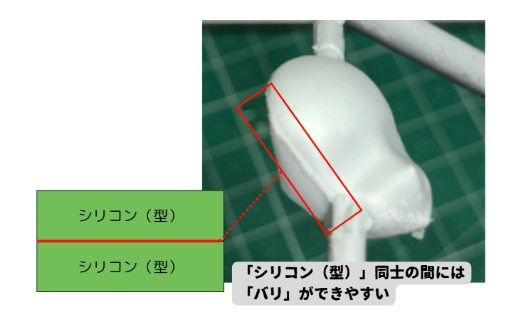
「バリ」でモールドを潰さないように配置したいところです。
「どこまで埋めるか(型の合わせ目に配置するか)」は判断が難しいですが、実際に市販されているプラモデルの「パーティングライン」を見るのも、勉強になります。
「抜くときの引っ掛かり」を生まないようにする
上の項目の「『幅が一番広い場所』まで埋める」と近いですが、型から複製物を抜く際に「引っ掛かり」が無いようにするのも型を長持ちさせるコツです。
例えな↓のような「十字型のパーツ」は「横に広がっている部分」があります。
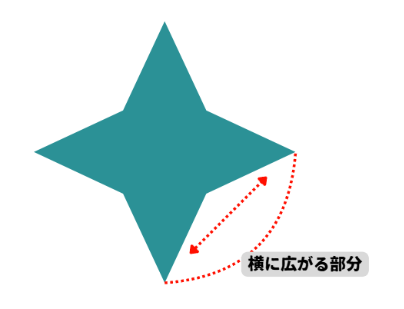
このような形状の型を取る時は「粘土を埋める際」に気を付けないと「引っ掛かって抜きづらい型」となってしまいます。
「ランナー」の位置に注意
「湯口」や「空気道」は、既製品でいうところの「ランナー」となります。
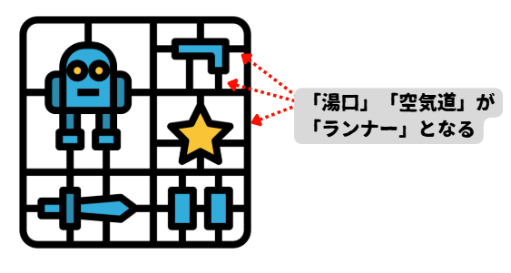
「ランナー」と「パーツ重要な形状(モールドなど)」がパッティングしてしまうと「ランナーでモールド・形状が潰される」ことになります。
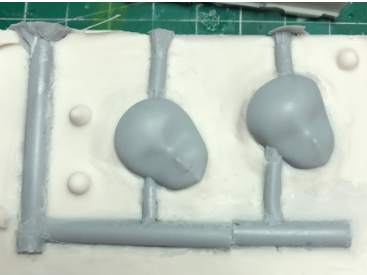
例えば「フェイスパーツ」を例に取ります。
「フェイスパーツ」としては「顔の前面側」には綺麗な表面で有って欲しいので、前の方に「ランナー(湯口・空気道)」を配置するのは避けた方が良いでしょう。

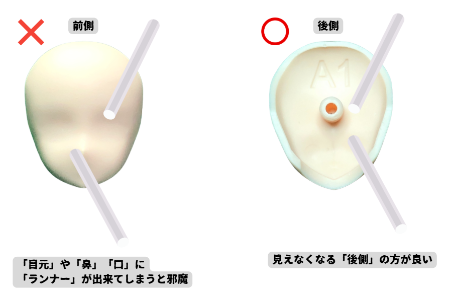
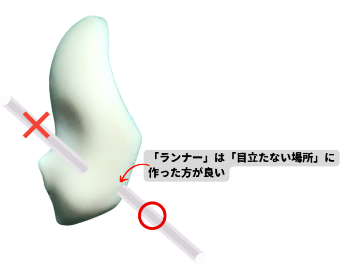
「ランナーが出来る位置」も計算して、型を作っていきたいとことです。

「空気道」は複数作っても良い
「空気を逃がすための空気道」ですが、なにも「1つしか作ってはいけない」というわけではありません。
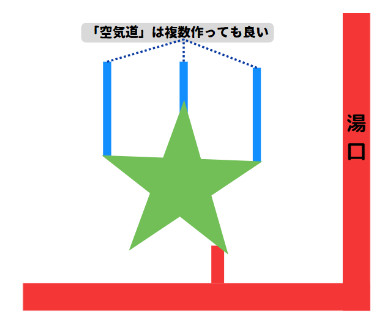
「空気道」が複数あると「ランナー」の数も増えて処理が面倒になるのですが、「空気道が1つでは足りないパーツ」が有るのも事実です。
なので、もし「これ、空気道1つじゃ気泡孔出来るんじゃね......?」と不安になったら、「空気道」を増やしてしまった方が良いかもしれません。
作業の流れ
ここからは実際の作業の流れを見ていきます。
粘土に埋めるまで
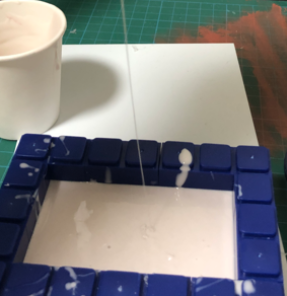
①型を組む
まずは「型」を組みます。
この時「パーツ分」だけでなく「成型材(レジンなど)」を流し込むための「通路」を確保しないといけないので、ある程度広めに組み上げます。
高めに組んでおく
これは「Mr.型取りブロック」など「ブロックタイプの型」を使う際の注意点なのですが「ブロックは高めに組む」と良いでしょう。
理由は、特に「Mr.型取りブロック」はそうなのですが「ブロック同士の結合が緩い」ので「ブロックの上の段」が「押さえ」となって、強度が上がります。
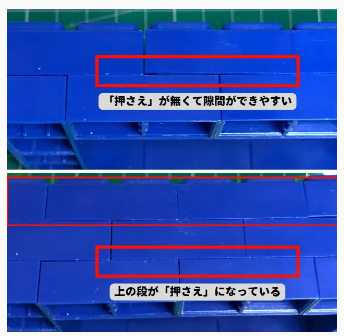
ただし「型の内側で作業する際」は型ブロックが高いと作業し辛いので、一時的に低くすると良いと思います。
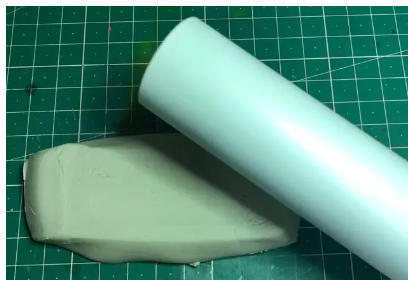
②粘土を用意する
次は、パーツの下に敷く「粘土」を用意します。
適当な大きさにカットして、伸ばし棒などで伸ばします。
(厚みは1,5cmは欲しい所)

粘土を伸ばしたら①で組んだ型を上から押し付けます。

すると「跡」が付くので、それに沿って切り取ります。


③粘土を型に敷く
「下敷き」を敷いて、切り取った粘土を型の中に敷き詰めましょう。


- 型の端に隙間が出来ない
- 出来るだけ平らに
という点を意識して、指などを使って粘土を整えます。
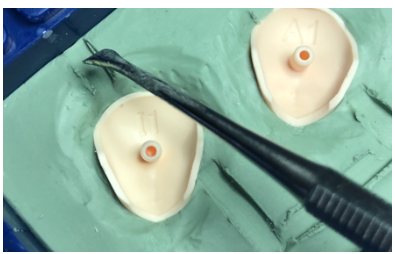
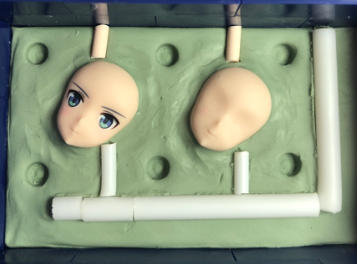
④パーツを埋める
パーツを粘土に埋めていきます。
今回は「顔パーツの前面側」を下にして埋めます。
理由は「ランナーの位置」を裏側に持っていきたかったからですが、結果的に「前面・裏面どっちが下でも良かった」ですw


また、一応「一番幅が広い場所」まで粘土に埋めていきますが、ぶっちゃけ「フェイスパーツ程度の緩やかな曲線」なら「中途半端に粘土から露出」させずに埋めきって良いと思います。
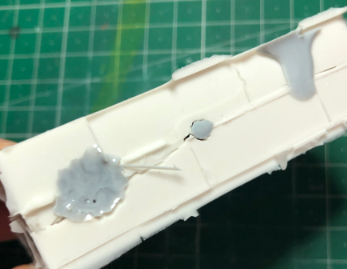
で、この時大事なのが「粘土とパーツの隙間を埋める」ことです。
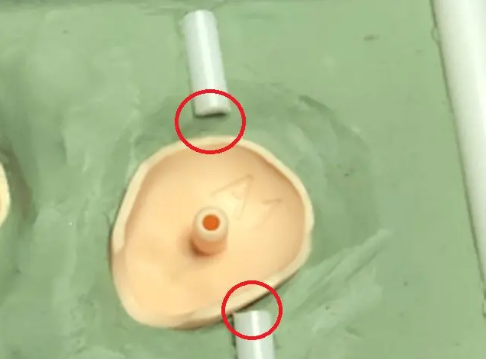
粘土とパーツの間に隙間があると、↓の画像のように「シリコンが隙間から侵入する」ということが起きます。
こうなってしまうと、このままでは複製に支障が出て、修正するにも非常に面倒です。
ゆえに全行程の中でも特に力を入れて行うべきが「粘土とパーツの間に隙間を作らない」ということだと思います。
パーツを「決めた位置」まで指で押して埋めたら「スパチュラ」等で丁寧に隙間を埋めます。
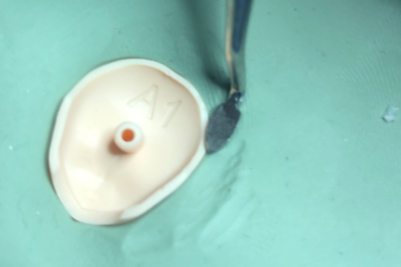
また隙間を埋めるだけでなく、粘土がパーツの上に乗らないようにも気を付けます。
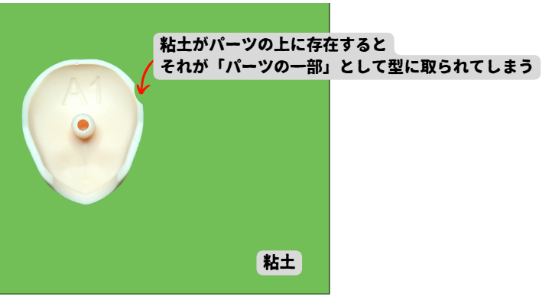
「隙間を作らない」「粘土をパーツの上に乗せない」という2点を意識して、粘土に埋めていきます。
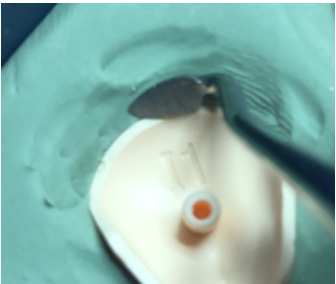
⑤湯口・空気道を作る
パーツを埋めたら「湯口」と「空気道」を作ってあげます。
↓ようなスパチュラを使い、「ひっかく」ようにして「湯口のアタリ」を付けます。
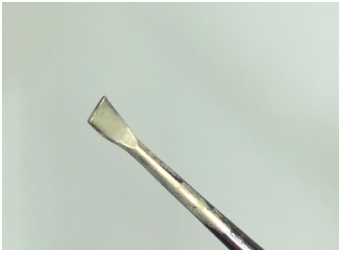
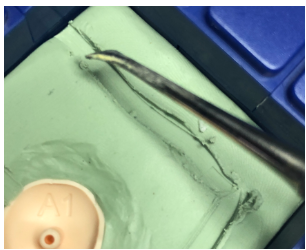
アタリを付けたら、次はそこに「プラ棒」を配置します。
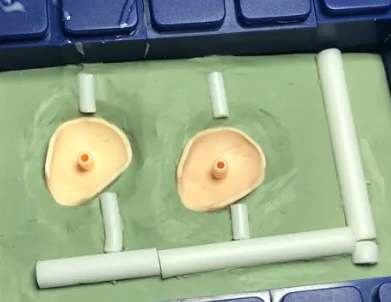
ここのプラ棒を剥がした時の空間が「湯口」「空気道」となります。
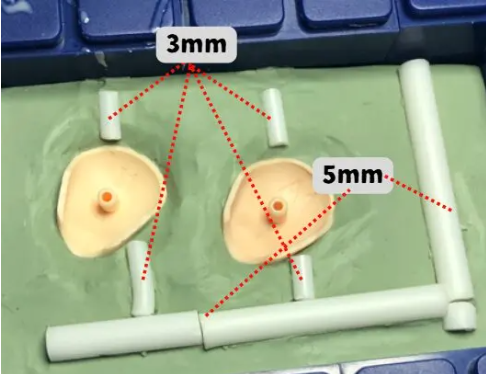
「プラ棒の太さ」は「型の大きさ」等によっても変わってくるかと思いますが、私は
- 【太い方】→5mmプラ棒
- 【細い方】→3mmプラ棒(キットのランナー でも可)
でやっています。
(パーツと接する「空気道」は、細い方が良いです)


型の完成後ナイフなどで微調整するので、プラ棒はピッタリくっつけなくて大丈夫です。
⑥ダボ穴を開ける
「パーツ埋め」「湯口・空気道の配置」まで終わったら、次は「ダボ穴」を開けます。

ダボ穴とは「パーツを組み合わせる時の凸凹の凹」ですが、両面型にも「合わせた時にズレないようにするための凹」を作っておくと良いです。
「プラ棒」などを粘土に押し付けて「穴」を作ります。
(貫通はさせないでください)

「粘土埋め作業」はここまでで終了です。
次は、この粘土とパーツに「シリコン」を流していきます。
シリコンを流すまで
ここからは「シリコン型」を両面分作っていきます。
①シリコンを混ぜる
まずはシリコンを開けます。

この時、シリコンは結構な確率で「溶剤成分」と隔離しているかと思いますので、しっかり撹拌しましょう。

②シリコンを測る
次に「流すシリコンの量」を測っていきます。
この時、計測には小数点以下を測れるものを使いましょう。

「紙コップ」と「サランラップ」を乗せた状態でスイッチON。

そして、撹拌に使った「割りばし」等でシリコンを伝わせて、紙コップに入れます。

シリコンの必要グラム数
「どれぐらいシリコンを用意すれば良いのか」ですが、あくまで私の場合ですが
「型の内側の 縦幅×横幅×(パーツの高さ+5mm)」
でいつも作っています。
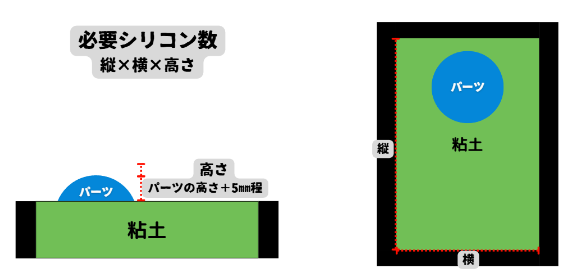
例えば
- 縦:8cm
- 横:5cm
- パーツの高さ:7mm(0.7cm)
だった場合は「8cm×5cm×(0.7cm+0.5cm)」で「48g」用意します。

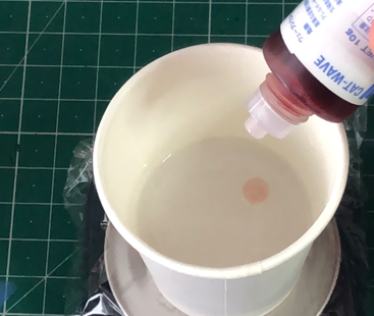
③「硬化剤」を入れる
次はシリコンに付属していたであろう「硬化剤」を紙コップ内に垂らします。

垂らす量は「ウェーブ・シリコーンゴム」なら「シリコンの1%(1/100)」を入れます。
「シリコン:50g」なら「硬化剤:0.5g」
「シリコン:100g」なら「硬化剤:1g」です。
「シリコン数×0.01」をすれば簡単ですね。
そしてよく混ぜます。
ここから「硬化」が始まっているので、焦る必要は無いですが手を止めずに作業を続けましょう。
④シリコンを流す(A面)
「粘土」に向かってシリコンを流すわけですが、この時気を付けるべきが「気泡」です。
「シリコンを流す時に気泡が入ってしまう」と、それが「気泡孔」となります。
「気泡を防ぐシリコンの流し方」をいくつかご紹介します
シリコン流しの気泡抑制
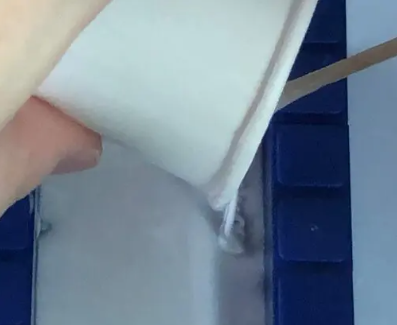
高所から垂らしてコーティング
一度のシリコンを「ドバッ」とかけるのではなく、割りばしなどに伝わして「チロチロ」と垂らしてパーツをコーティングします。
シリコン全てをこの方法で流す必要は無いです。
「パーツを覆うまで」、この方法で垂らせばOKです。
また、その時は「高い所」から垂らすとより効果的です。
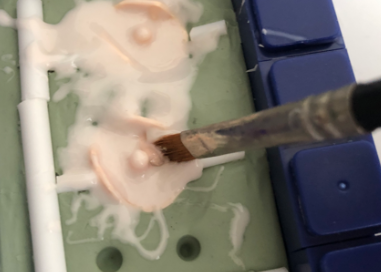
筆で塗る
パーツに「筆」でシリコンをコーティングするのも、気泡対策に効果があります。
空気を吹く
「エアブラシ」で「空気」を吹いて、気泡を弾き飛ばす方法です。
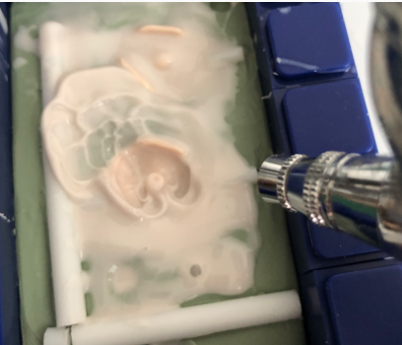
シリコンがパーツ全体に広がるように、空気を吹いていきます。
ここで紹介した方法を全て行う必要はありませんし、組み合わせても良いと思います。
作業環境によって「気泡対策」は色々と変わってくると思うので、合った方法を使ってもらえればと思います。
パーツがシリコンで埋まったら、「残りのシリコン」をサクッと流します。
この時も「一気に流し込む」のではなく、「ゆっくりと少しづつ流す」のを意識するのが良いと思います。
シリコンを流し終えたら、硬化するまで待ちましょう。
物にもよりますが、私は念のため半日(12時間程度)は待ちます。
⑤粘土を剥がす
シリコンが固まったら、粘土を剥がしていきます。
まずは「下敷き」から剥がしましょう。
お次は「型」を一度剥がします。
そして「粘土」を剥がすわけですが、この時「パーツ」がシリコンから外れないように、慎重に「粘土だけ」を剥がします。

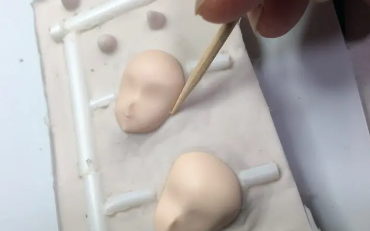
⑥粘土の「カス」を除去する
シリコンの型には「粘土のカス」が至る所についているかと思います。
これを「つまようじ」「ピンセット」等で除去していきます。

特に「パーツ回り」の粘土カスは、丁寧に取り除いていきます。
取り除いたら、再び型を組んでシリコンをその中に入れます。

⑦離型剤を塗る
次は、型の「シリコン部分」に「離型剤」を塗ります。
これが無いと「今あるシリコン」と「これから流すシリコン」がくっついてしまうので、必ず塗る必要があります。
「離型剤」は良く振ってから、筆などで取って塗布していきます。

「離型剤」には「溶剤」も含まれているので「パーツ」や「プラ棒」に塗るのはあまり良くありません。
出来る限りそれらは避けて「シリコン部分」のみに「広げる」ようにして塗ります。
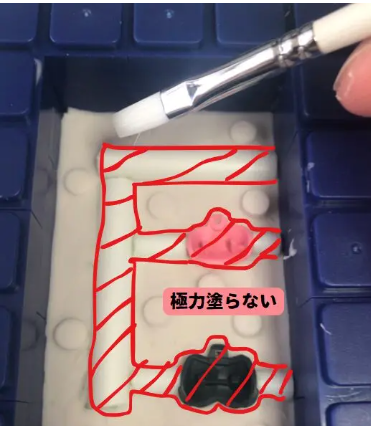
「シリコン」がくっつくと剥がす時に型を痛めてしまうので、しっかり多めに塗って良いと思います。
そして「離型剤」が乾燥するまで待ちます。
(Mr.シリコーンバリア なら数分程度)
⑧シリコンを流す(B面)
あとは「A面」と同じようにシリコンを流して「B面」を作ります。

「意識する点」も「作業手順」も同じです。
あとはシリコンが硬化するまで待ちます。
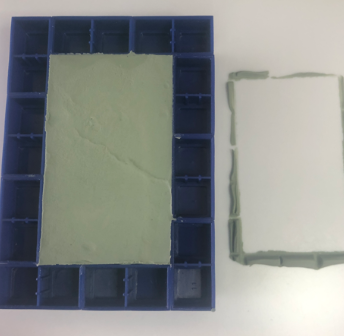
⑨シリコンを剥がす
シリコンを剥がして「A面」「B面」で分けましょう。
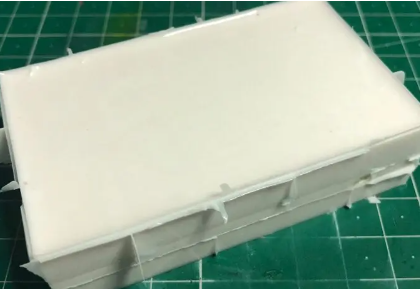
これで「シリコン型」は完成です。
ここから「成型材(レジンなど)」を流す前に、この型を「加工」します。
型を加工するまで
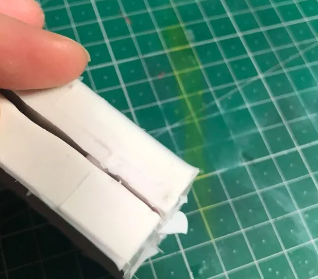
①「湯口」「空気道」の「壁」を切除する
型を剥がした段階だと「湯口」「空気道」の通り道に「壁」が出来ていると思います。
これは「プラ棒」の間などにシリコンが入り込んだために出来るものです。
これを「デザインナイフ」等で切除しましょう。

ナイフは「曲刀」であると作業しやすいです。



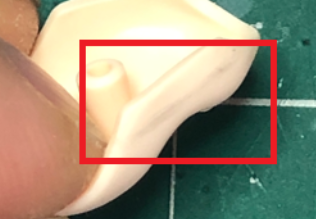
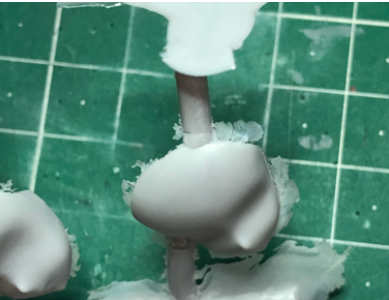
②パーツの「ダボ」用の空気道を作る
「30MS」のフェイスパーツは、裏側に「ダボ」があります。


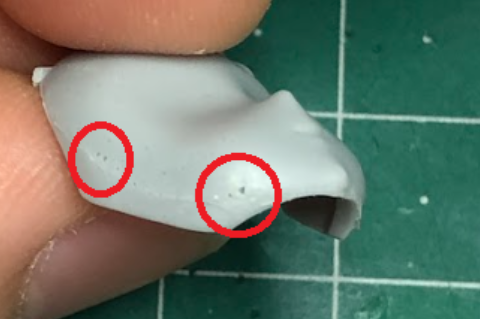
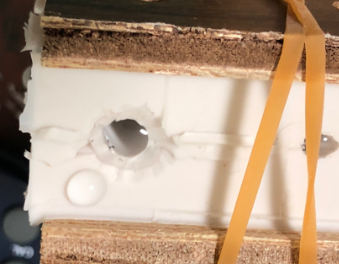
このままだと「ダボ」の部分が孤立して空気が逃げられません。
↓のように気泡孔でごっそり欠けてしまいます。

なので「ダボ」の部分を、デザインナイフ等を使って「空気道」と繋げます。
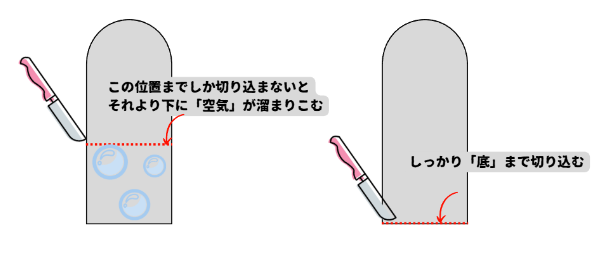
「ダボ」の部分に刃を入れて「空気道」と繋げるのですが、この時「V字に切り込みを入れる」と綺麗に切除しやすいです。
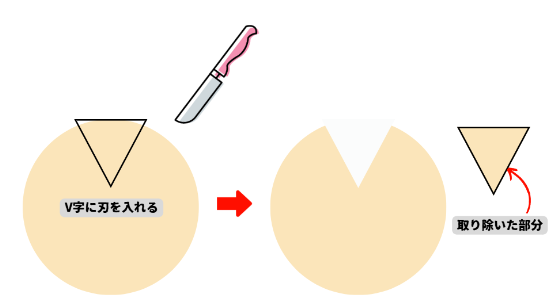
また「切り込み」はしっかり「ダボの凹みの底」まで入れましょう。
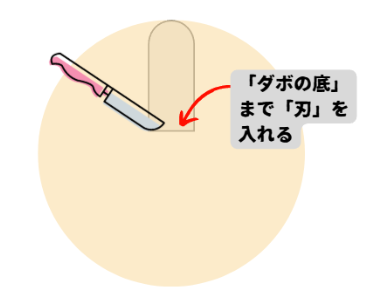
これが浅いと「切り込みの入っていない下の部分」に空気が溜まり「ダボの成型が不完全」になってしまいます。


以上のことに注意して、切り込みを入れました。


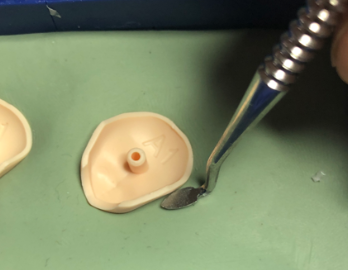
③「湯口」の「受け口」を広げる
「湯口」の「受け口」が↓のように平坦だと「成型材」を流し込みづらいので、ここを切り広げて窪みを作ります。

ナイフなどを斜めに入れて、↓のようにします。

成型材を流し込むまで
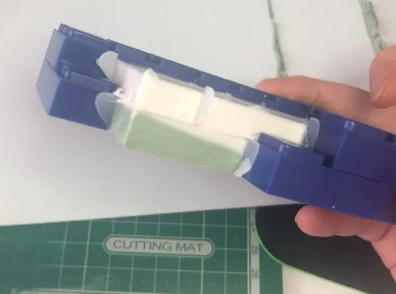
①型を固定する
ここからは最後の工程です。
「成型材(レジン)」を型に流し込むのですが、先に「型を固定」しましょう。
型を「A面」「B面」組み合わせて「当て木」をしてその上から「輪ゴム」で押さえます。

「型を直接輪ゴムで縛る」と型が傷んでしまうので、止めておきましょう。
②成型材(レジン)を測る
次は「成型材(レジン)」を準備しましょう。
レジンは「2種類の液剤」を混ぜて使うので、入れ物(紙コップなど)も2つ用意します。
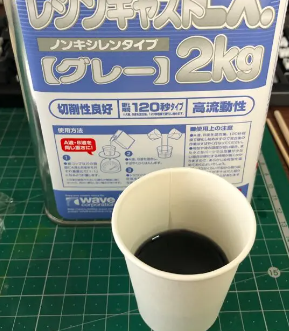
今回使うのは「ウェーブ・レジンキャスト(ノンキシレンタイプ)」です。
こちらの商品は「蓋」が幾重かにがっちり封されているので、開け方も紹介します。


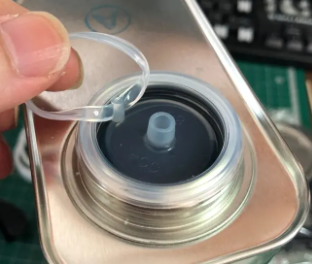
蓋を全て開けたら、付属の「注ぎ口」を付けます。

そして「シリコン」の時と同じように「測り」にラップを巻いて保護して、紙コップを乗せて注ぎます。

レジンの必要グラム数
「シリコン」と同じく、「必要なレジンの量」を算出する方法もあるにはあります。
ただしこれは大分「ざっくりした量」になりますので、あくまでも「最低でもこれぐらいは必要」程度に留めておいてください。
その方法は「型に水を流し込んで、その量から必要なレジンを出す方法」です。
「型」を固定して、「注射器」等で水を溢れるぐらい注ぎます。

そして、計量器で水の量を測ります。

この「水の量」に「レジンの密度(大体1.2)」を掛算します。
上の画像の例なら
2.90×1.2=3.48
で、レジンが約3.5g必要」となります。
レジンは「2種類を混ぜる」ので、片方1.75gずつ用意すれば良いわけです。
ただしこの計算方は大分ガバイです。
- 型にはどうしても水滴が残るので「型の中の水全部吐き出す」ことが難しい
- 「レジンの密度」は物によって違う
など、この方法で「ぴったり必要レジン数を出す」というのは厳しいでしょう。
なので、ここで出した量はあくまでも「最低でもこれぐらい」で、これよりもっと量を用意した方が良いのは間違いないです。

とにかく、レジン2種を用意しました。
③成型材(レジン)を混ぜて流す
ここから「レジン」を混ぜて型に流すわけですが、「レジン」は「シリコン」と比べて非常に「硬化」が早いです。
(硬化が遅いレジンもありますが)
なので、出来るだけスピーディに作業を行いましょう。

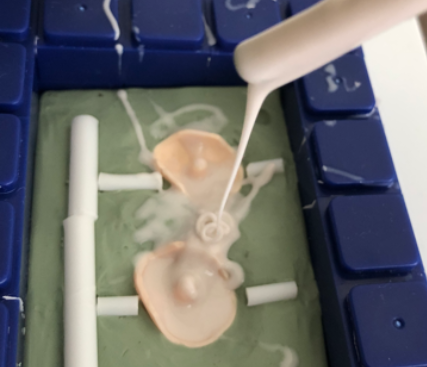
2種の「レジン」一方に合わせて、「割りばし」や「竹串」等で混ぜます。

そして、型の「湯口の受け口」に注ぎます。
この時、「空気を逃がすため」にも溢れるぐらいたっぷり入れましょう、

あとは硬化するまで待ちます。
「ウェーブ・レジンキャスト」の場合は「10~20分」で型を外せるらしいのですが、完全に固まる前に型を外すと↓のような「硬化不良」を起こすので、自分は大事を取って少なくとも1時間は待ちます。

「レジン」は有毒なので、使い終わったらしっかり封をして戻しておきます。

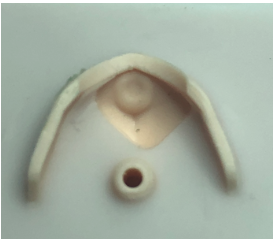
④確認
作業自体は前の工程で終わっているので、最後に「上手く複製できたか」の確認をして終わりにします。緊張の瞬間......。
型を割って中身を確認。ぱっと見は良い感じです。「気泡孔」も見当たりませんでした。
「ランナーの位置」は、「頬側」はちょっと位置が高かったですね。やや処理がめんどくさそう。
「おでこ側」は良い感じです。

裏面の「ダボ」も、しっかり形状を複製できていましたので満足です。

まとめ
今回は「両面型取り」とその実例(フェイスパーツ複製)についての記事でした。
少しでも役に立つ部分があったなら幸いです。
自分自身まだまだ「型取り・複製」の経験が浅いのですが、数少ない私の持っている「コツ・気づき」を記事に落とし込んだつもりです。
ぜひこの記事を参考にして「数が欲しいパーツ」の複製に挑戦してみてください。